
|
جزئیات محصول:
پرداخت:
|
| کاربرد: | کار با پرس پرسرعت | نوع مرگ: | Progressive Fin Die |
|---|---|---|---|
| جنس فویل آلومینیومی: | O سفارش فویل آلومینیوم درجه H22 | تیغه کوبنده: | HAP40 |
| برجسته: | خط پرس فور,دستگاه پانچ با سرعت بالا |
||
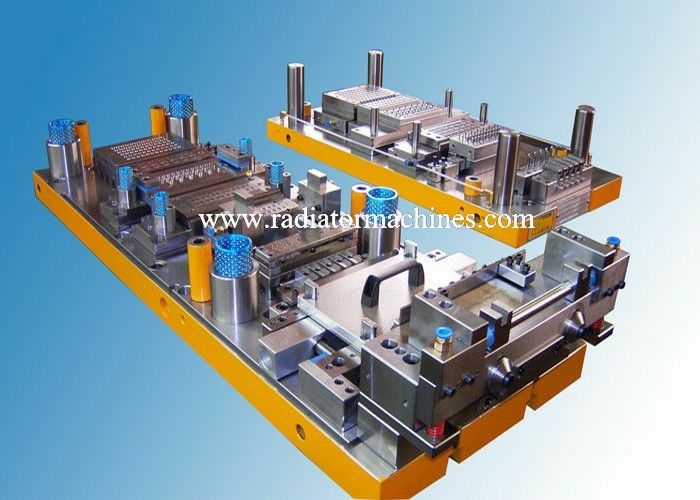
پرس پره پره با سرعت بالا Progressive Fin Die برای کاربرد HVAC 200 - 300 SPM Φ 9.52 × 12R × 2P
پارامترهای فنی
1) نام تجهیزات: قالب پانچ باله.
2) مدل قالب: نوع پیوسته Φ9.52×12R×2P.
3 ) fin lubricant: روغن روان کننده باله;
4) فاصله سوراخ: 25 میلی متر؛
5) عرض باله: 21.65 میلی متر (تک ردیف)؛
6) قطر سوراخ: قطر 9.85 میلی متر؛
7 ) الگو: مثلث;
8) شکل سطح باله: نوع V;
9) سوراخ: 4-48 سوراخ;
10) سایر مشخصات مطابق نقشه باله.
ساختار قالب
1 .فرآیند کار می میرند
کشیدن → سوراخ کردن → ساخت یقه → برش لبه → شکاف → برش عمودی موجی → تغذیه → برش
2 ساختار قالب
2 .1 قالب طراحی: 6 مرحله.ارتفاع از طریق رگولاتور SIKO روی قالب تنظیم می شود.هر مرحله را می توان به طور جداگانه تنظیم کرد.آخرین مرحله می تواند تشکیل موج V شکل را به پایان برساند.
2 .پانچ 2 سوراخ: بلوک لغزنده پرس برای سوراخ کردن سوراخ ها به سمت پایین حرکت می کند و برای کنترل ارتفاع باله بیشتر حرکت می کند.
2.2.1 قالب فرعی پانچ مجهز به ستون ها و آستین های جداگانه برای اطمینان از دقت شکل دهی و عمر مفید است.قالب را می توان به راحتی نگهداری و تعویض کرد.
2.2.2 صفحه قالب پانچ بالایی مجهز به دستگاه آب بندی است تا از نشت هوا جلوگیری کند و از سقوط صاف مواد زائد اطمینان حاصل کند.
2.2.3 قالب پانچ پایینی با صفحه بالشتک طراحی شده است تا از بروز گودال صفحه قالب بزرگ جلوگیری کند و از عمر مفید صفحه قالب پایینی اطمینان حاصل کند.
2.2.4 سوراخ ریزش مواد زائد صفحه قالب پایینی سقوط صاف را تضمین می کند.
2.2.5 تمرکز قالب مقعر و محدب پانچ در 0.002 میلی متر کنترل می شود که امکان تعویض آسان قطعات را فراهم می کند.
2.2.6 قالب محدب پانچ با سوراخ هوا به صورت افقی و عمودی تنظیم می شود تا از روانکاری و تمیز کردن اطمینان حاصل شود.در همان زمان، دستگاه روانکاری مه روغن خودکار را برای اطمینان از حذف اجباری مواد زائد اتخاذ می کند.
2.2.7 آستین قالب مقعر یقه ای با یک آستین فشاری برای جلوگیری از گیرکردن ضایعات در آستین قالب در طول فرآیند کشش و خروج زائدات به بیرون ارائه می شود.
2.2.8 قالب مقعر پانچ از ساختار جدول گیره استفاده می کند.یک صفحه ثابت کلی این قالب را ثابت می کند تا از حرکت آن به سمت بالا جلوگیری کند و از آسیب قالب جلوگیری کند.
2.2.9 قالب یقه: ارتفاع یقه توسط تنظیم کننده SIKO قالب تنظیم می شود.ارتفاع یقه همان ردیف دارای دقت ≤0.02mm و ردیف های مختلف دارای دقت ≤0.03mm است.
2.3 مکانیسم برش لبه: قالب برش لبه یک ساختار مستقل است که مواد اضافی کناره ها را قطع می کند.علاوه بر این، مواد برش داده شده از جهش به سمت بالا جلوگیری می شود.تیغه بالایی به عنوان ساختار تیغه 2 طرفه با زمان سرویس طولانی و کارایی بهبود یافته طراحی شده است.
در طول فرآیند پیرایش لبه، قالب همچنین سوراخ تشکیلشده Φ9.85 میلیمتر را به سمت راست هدایت میکند تا از جابجایی باله به صورت افقی جلوگیری شود.قالب فرعی راهنما از طرح تخلیه نوار سفت و سخت (یا الاستیک) با دقت بالا استفاده می کند.مشکل پله سوراخ وجود ندارد.قالب محدب راهنما از نوع نصب و برچیدن آسان است.
2.4 برش: تیغه بالا و پایین می تواند باله ها را با ردیف های مورد نظر برش دهد.تیغه کاتر بالایی از نوع تعویض سریع است.صفحه قالب بالایی با اعداد 1-11 برای ردیف های 1-11 مشخص شده است.اپراتور به راحتی می تواند تعداد ردیف ها را به راحتی تنظیم کند.تیغه بالا و پایین قابل تعویض است.و تیغه بالا و پایین باید شکاف معقولی داشته باشد.
برش عمودی لبه موج 2.5: می تواند باله را با لبه موج برش دهد.
2.6 تغذیه: ما بهترین مکانیسم تغذیه نوع کششی را اتخاذ می کنیم.یک انگشت کوچک گیر روی قالب وجود دارد که می تواند نوار را از طریق سوراخ های تشکیل شده به جلو بکشد.انگشت گیر از مواد SKD11 ساخته شده است.برای اطمینان از عمر طولانی و موقعیت دقیق، یک آستین روانکاری بدون روغن بین انگشت گیر و صفحه ثابت وجود دارد.
2.7 برش: مکانیسم برش باله را در طول مورد نظر از طریق سیلندر پنوماتیک، دریچه برقی و حلقه کنترل الکتریکی قطع می کند.
مکانیسم برش از روش روانکاری بدون روغن استفاده می کند و منطقه تماس روغن کاری بدون روغن تا حد امکان بزرگ طراحی شده است.قسمت جلوی قالب برش با مکانیزم تنظیم انحنای باله تنظیم شده است.قالب برش می تواند نیم قدم فاصله داشته باشد و امکان تنظیم موقعیت را به جلو و عقب می دهد.هیچ مشکلی برش سوراخ یا پله در هنگام قطع وجود ندارد.
![]()
تماس با شخص: Ms. Ruth
تلفن: +0086 15305299442